
Härten und Vergüten
Härten und Vergüten ist eine Wärmebehandlung von Stahl zur Verbesserung der mechanischen Eigenschaften eines Bauteils, durch die gezielte Änderung seines Gefüges. Abhängig vom Bauteil und den Anforderungen an dieses kann es sich dabei um Martensit, aber auch um andere Gefügebestandteile wie beispielsweise Bainit handeln. Im Fall der Martensitbildung hängt die erreichbare Härte in erster Linie vom Kohlenstoffgehalt des Stahls und der Abschreckgeschwindigkeit ab.
Beim Härten steht das Erreichen einer maximalen Härte im Vordergrund, während beim Vergüten die Steigerung der Härte bei gleichzeitiger Einstellung einer hohen Zähigkeit angestrebt wird.
Die Prozessschritte beim Härten und Vergüten
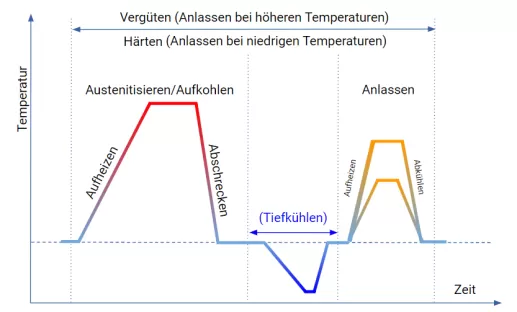
Alle Prozessvarianten weisen die folgenden Prozessschritte auf:
Austenitisierung
Erwärmung auf eine werkstoffspezifische Temperatur zur vollständigen Austenitbildung. Der zum Härten erforderliche Kohlenstoff ist vor dem Härten in Karbiden gebunden. Diese zerfallen während des Austenitisierens und der freiwerdende Kohlenstoff wird im Austenitgitter gelöst. Um den Zerfall auch im Inneren des Bauteils sicherzustellen, muss das Werkstück eine Zeit lang auf Temperatur gehalten werden. Beim Einsatzhärten wird in diesem Schritt der Kohlenstoffgehalt in der Randschicht erhöht. Die Austenitisierungstemperatur muss mindestens 30°C über dem Umwandlungspunkt liegen.
Abschrecken
Das Abkühlen von der Austenitisierungstemperatur muss mit einer werkstoffspezifischen Mindestgeschwindigkeit stattfinden, um die diffusionsgesteuerte Ausbildung von Gleichgewichtsphasen zu verhindern. Durch das Abschrecken bleibt der im Austenit gelöste Kohlenstoff bei der Umwandlung in die kubisch-raumzentrierte Gittermodifikation (Ferrit) zwangsgelöst und weitet dieses Gitter tetragonal auf (Martensit). Martensit ist sehr hart und spröde.
Zum Erreichen der angestrebten Abschreckgeschwindigkeit spielt das Abkühlmedium eine entscheidende Rolle. Die Auswahl richtet sich unter anderem nach Werkstoff, Geometrie, Querschnitt und der gewünschten Härte.
Die wichtigsten Abschreckmedien sind
Luft (Gase) → Polymere → Öl → Salz →Wasser
------------------------------------------------------->
Abschreckintensität
Anlassen
Anlassen ist eine dem Härteprozess nachgeschaltete thermische Behandlung, um die Zähigkeit und die Härte auf die gewünschten Werte einzustellen. Nach dem Härten wird der Stahl bei relativ niedrigen Temperaturen im Bereich zwischen 200 und 400 °C angelassen. Beim Vergüten liegen die Anlasstemperaturen im Bereich zwischen 550 und 700 °C. Anlassfarben entstehen, wenn das Anlassen unter Sauerstoffeinfluss durchgeführt wird. Es erfolgt eine Oxidschichtbildung, deren Dicke und Farbe durch die Temperatur bestimmt wird.
Eingesetzte Schutzgase, insbesondere bei hohen Anlasstemperaturen:
- Stickstoff
- Wasserstoff
Restaustenitumwandlung
Restaustenitumwandlung ist die nachträgliche Umwandlung von im Werkstück verbliebenem Restaustenit nach dem Härten in Martensit. mehr
Einsatzhärten

Beim Einsatzhärten von Stahl wird der Randbereich während der Austenitisierung mit Kohlenstoff angereichert. Beim Abschrecken erfolgt in der Randschicht die Martensitbildung, während der Kern seine Duktilität behält.
Hier werden Schutzgase eingesetzt, die in der Lage sind, Kohlenstoff an die Werkstücke abzugeben und damit den Kohlenstoffgehalt im Randbereich zu erhöhen. Klassische Schutzgase bestehen aus Stickstoff, Wasserstoff und Kohlenmonoxid (Endogas, Stickstoff-Methanol). Daneben können auch Mischungen aus technischen Gasen verwendet werden, die in ihrer Zusammensetzung an die Materialien und Ofenanlagen angepasst sind.
- Stickstoff-Methanol-Verfahren
- Endogas
- Stickstoff – Wasserstoff – Propan/Methan
Carbonitrieren
Das Carbonitrieren ist eine besondere Art des Einsatzhärtens. Neben Kohlenstoff wird gleichzeitig Stickstoff in die Randschicht eingebracht.
Das Carbonitrieren findet bei Temperaturen zwischen 750 und 930 °C statt. Die erreichbaren Tiefen hängen von der gewählten Temperatur ab.
Carbonitrieren erzielt im Vergleich zum Einsatzhärten Randschichten mit
- höherem Reibverschleiß-Widerstand
- verbesserter Anlassbeständigkeit
- und besseren Notlaufeigenschaften
Eingesetzte Schutzgase:
- Stickstoff
- Wasserstoff
- Ammoniak
- Kohlenwasserstoffe
- Endogas
Gasversorgungen:
- Stickstoff-Methanol-Versorgung
- Ammoniak-Versorgung
Schwarzoxidieren

Das von Air Liquide patentierte Verfahren zum Schwarzoxidieren stellt in bestimmten Fällen durch den Verzicht auf chemische Stoffe eine kostengünstige und umweltschonende Alternative zu konventionellen Verfahren dar.
Die Einbindung in den Härteprozess ergibt durch den Wegfall von Nachbehandlungen in der Summe eine Zeitersparnis, da der Prozess mit geringem Investitionsbedarf in bestehende Ofenanlagen integriert werden kann.
Während der Wärmebehandlung wird am Ende der Austenitisierungsphase ein Atmosphärenwechsel vollzogen, der in einer definierten Kurzzeitoxidation zur Ausbildung einer geschlossenen Fe3O4-Schicht führt. Die Poren der Oxidschicht werden im Ölbad getränkt. Dadurch weisen die Schichten einen temporären Korrosionsschutz auf.
Mit der Nutzung vorhandener Mess- und Regeleinrichtungen ist die Einbindung und Reproduzierbarkeit des Prozesses sichergestellt.
Eingesetzte Schutzgase:
- Stickstoff
- Wasserstoff
Gasversorgungen:
- Stickstoff-Versorgung
- Wasserstoff-Versorgung
Vakuumhärten (Niederdruckaufkohlen)

Das Niederdruckaufkohlen (Vakuumhärten) ist ein Vakuumwärmebehandlungsverfahren, das die Härte im Randbereich der Werkstücke durch das Einbringen von Kohlenstoff erhöht. In den meisten Fällen kommt als Aufkohlungsmittel Acetylen zum Einsatz.
Die Niederdruckaufkohlung ist mit einer Hochdruckgasabschreckung gekoppelt, die – abhängig von den Gasversorgungsbedingungen – hohe Kühlraten sicherstellt.
Als Abschreckgase werden meist Stickstoff oder Helium
eingesetzt.
Eingesetzte Gase beim Niederdruckaufkohlen (Vakuumhärten):
- Acetylen
Eingesetzte Gase zum Hochdruckabschrecken:
- Stickstoff
- Helium
- Argon
Gasversorgungen:
Randoxidationsarmes Härten und Vergüten
Klassische Atmosphären zum Härten und Vergüten weisen mehr oder weniger hohe Gehalte an beispielsweise Kohlenmonoxid auf. Das damit eingebrachte Sauerstoffpotenzial kann zu einer selektiven Oxidation sauerstoff-affiner Legierungselemente führen. Durch die Oxidation der Legierungselemente während der Wärmebehandlung stehen diese beim Abschreckvorgang nicht mehr für die Gefügeausbildung zur Verfügung.
Die Begasung mit auf Werkstoff und Ofenanlage zugeschnittenen sauerstoff-freien Gasmischungen ermöglicht die Verwendung bestehender Härte- oder Vergüteanlagen, mit einem überschaubaren Versuchsaufwand.
Unter Einhaltung der Formierzeiten der Ofenanlage können die Werte für die Randoxidation auf < 5 μm reduziert werden.
Eingesetzte Schutzgase:
- Stickstoff
- Wasserstoff
- Kohlenwasserstoffe
Restaustenitumwandlung mit flüssigem Stickstoff (Tiefkühlen – Kryogene Behandlung)
Bei bestimmten Werkstoffen wird beim Härten nicht der gesamte Austenit in Martensit umgewandelt. Restaustenit im Werkstück ist weich und instabil, mit der Tendenz sich später in Martensit umzuwandeln.
Die Maßhaltigkeit eines Werkstückes ist dadurch in Frage gestellt, da Martensit ein bis zu 1% größeres Volumen hat als Austenit. Daher ist für viele Anwendungen die vollständige Restaustenitumwandlung nach dem Härten zwingend notwendig.

Der Anteil an Restaustenit kann zum einen durch mehrmaliges Anlassen gesenkt werden, zum anderen kann eine Tieftemperaturbehandlung durchgeführt werden. Diese wird in geeigneten Anlagen unter der Anwendung von flüssigem Stickstoff durchgeführt.

Der Einsatz technischer Gase ist für die meisten Wärmebehandlungen unerlässlich. Die Wahl der Gaskomponenten in Art und Menge wird von vielen Faktoren beeinflusst.
Um für die jeweilige Aufgabenstellung das technologisch und wirtschaftlich beste Gasgemisch zu finden, betrachten die Wärmebehandlungs-Experten von Air Liquide im Rahmen eines Ofen-Audits alle Parameter und implementieren gemeinsam mit Ihnen die beste Lösung.

