
MAG-Schweißen: Wirtschaftliches Lichtbogenschweißen von Kohlenstoffstahl
Die MAG (Metall-Aktivgas) Methode zählt zu den häufigsten Schweißverfahren und findet vor allem in der industriellen Anwendung, in größeren Betrieben sowie im Handwerk seinen Einsatz. Beim MAG-Schweißen stehen vor allem Wirtschaftlichkeit und Produktivität im Vordergrund.
- So funktioniert das MAG Schweißverfahren
- Einsatz von Schutzgasen zum Lichtbogenschweißen von un- und niedriglegierten Stählen Stählen (z.B. von Baustählen)
- Oxydarmes Metall-Aktivgas-Schweißen: Reduzierte Aktivgas-Anteile zum oxydarmen MAG-Schweißen von hochlegierten Stählen mit sehr guten Schweißnahteigenschaften
- Schutzgase zur Reduktion von Rauch- und Schadstoffentwicklung beim MAG-Schweißen von Kohlenstoffstahl
- Übersicht über geeignete Gase zum Schutzgasschweißen
- Passende Druckminderer zum MAG-Schweißen von hochlegierten Stählen
- Schulungen und Praxisseminare für ein unfallfreies und sicheres Arbeiten beim MAG Schweißverfahren

Hervorgegangen aus dem CO2-Schweißen unter Kohlendioxid, werden heute vorwiegend Argon-Mischgase zum MAG-Schweißen verwendet. Dadurch wird das CO2-Schweißen immer weiter in den Hintergrund gedrängt.
Das MAG-Schweißen eignet sich für viele unterschiedliche Werkstoffe. Vor allem beim MAG-Schweißen von Kohlenstoffstahl, wie allgemeinem Baustahl, sowie un- und niedriglegierten Stählen, sorgt das Verfahren durch seine hohe Automatisierbarkeit, die Realisierung von hohen Schweißgeschwindigkeiten, die Minimierung von Nacharbeit und seinen geringen Verzug für eine hohe Wirtschaftlichkeit und einen schier grenzenlosen Einsatz.
Der Einsatz von Prozessgasen kann Wirtschaftlichkeit, Produktivität und Produktqualität entscheidend beeinflussen. Durch die physikalischen und chemischen Eigenschaften erschließen sich eine ganze Reihe von Möglichkeiten für Einsparungen und Verbesserungen.
So funktioniert das MAG Schweißverfahren
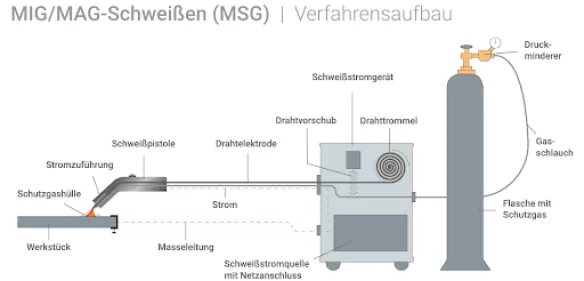
Beim MAG-Schweißen – gemäß DIN EN ISO 4063, Metall-Aktivgas-Schweißen mit Massivdrahtelektrode, Schweißverfahren 135 – wird der abschmelzende Schweißzusatz, in der Regel der Schweißdraht, von einer Drahtförderung mechanisiert zugeführt und schmilzt im Lichtbogen ab. Dabei zündet der Schweißdraht den Lichtbogen in dem Moment, wenn er das Bauteil berührt. Der abschmelzende Schweißzusatzwerkstoff (Draht) wird als Materialzugabe verwendet. Um den Lichtbogen vor dem reaktiven Sauerstoff der Umgebung zu schützen, strömt zusätzlich ein Schutzgas durch die Gasdüse. Dieses verdrängt den Sauerstoff beim Schweißen und verhindert so Oxidation am Lichtbogen und am Schmelzbad.
Einsatz von Schutzgasen zum Lichtbogenschweißen von hochlegierten Stählen (z.B. von Chrom-Nickel-Stählen)
Beim MAG-Schweißen (Schweißverfahren 135) von Stahl (Baustahl) werden Schutzgase auf Basis von Argon und Helium mit Zusätzen von Schutzgas mit Aktivgas-Anteilen in Form von Kohlendioxid verwendet. Die verschiedenen Schutzgase beeinflussen neben dem Schutz des Schweißbads vor der Atmosphäre die Art des Werkstoffüberganges, die Lichtbogenstabilität, das Einbrandverhalten und die Oxidation der Schweißnaht. Darüber hinaus beeinflussen sie die Rauch- und Schadstoffentwicklung.
Oxydarmes Metall-Aktivgas-Schweißen: Reduzierte Aktivgas-Anteile zum oxydarmen MAG-Schweißen von hochlegierten Stählen mit sehr guten Schweißnahteigenschaften.

Mit ARCAL 14 oder ARCAL 121 können Sie die technologischen Kennwerte optimal gestalten sowie die Abschmelzleistung steigern, die Einbrandverhältnisse verbessern und die Spritzerbildung reduzieren bzw. an die Fertigungsbedingungen anpassen.
In vielen Anwendungen ist Spritzerfreiheit der geschweißten Produkte das ausschlaggebende Kriterium – zum Beispiel bei Bauteilen für Kühlanlagen, Motorkomponenten oder Ansaugleitungen von Turboladern und Pumpen. Mit TERAL 24-7 hat Air Liquide ein Prozessgas entwickelt, das sich vor allem durch Spritzerarmut auszeichnet: So können durch TERAL 24-7 signifikant weniger Schweißspritzer, ein stabiler Metallübergang und eine deutlich verringerte Neigung der Elektrode zum Ankleben im Vergleich zum konventionellen Schweißschutzgas erreicht werden. TERAL 24-7 schützt vor allem das Schweißbad. Allein dadurch kann sich die Ausfallzeit im Schweißprozess um mehr als 60 Prozent reduzieren.
Schutzgase zur Reduktion von Rauch- und Schadstoffentwicklung beim MAG-Schweißen von Kohlenstoffstahl

Gase entstehen hauptsächlich als Reaktionsprodukte aus den eingesetzten und vorhandenen Gasen und Gasgemischen. Partikelförmige Stoffe bilden sich zum überwiegenden Teil aus dem Schweißzusatz und aus den verwendeten Beschichtungen. Außerdem gibt es die Schweißrauchemissionsrate: Diese gibt an, wie viel Schweißrauch in einem bestimmten Zeitraum entsteht. Sie hängt je nach Verfahren von verschiedenen Einflussgrößen ab.
Beim MAG-Schweißverfahren von un- und niedriglegierten Stählen nimmt die Schweissrauchemission zunächst mit steigender Stromstärke zu und fällt dann nach Durchlaufen eines Maximums wieder ab. Zunehmende Argon- oder Helium-Anteile im Schutzgas bewirken dabei eine Abnahme der Schweissrauchemission.
Beim Stahl-Schweißen mit hohen Kohlendioxid-Anteilen entsteht neben Schweißrauch auch Kohlenmonoxid in möglicherweise gefährlichen Konzentrationen sowie Ozon in geringerem Maße. Mit ARCAL Chrome hat Air Liquide ein Schutzgas entwickelt, dass durch einen geringen Kohlendioxidanteil definiert ist. Dadurch ergibt sich eine geringe Schadstoffbildung.
Übersicht über geeignete Gase zum Schutzgasschweißen
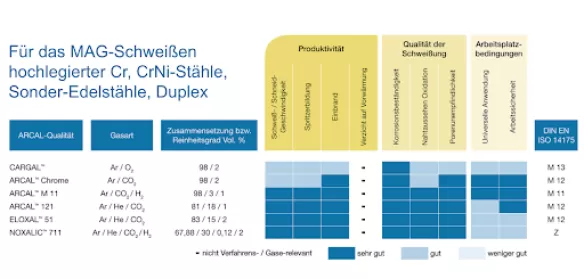
Welche Gase zum Schutzgasschweißen für Ihre Ziele und Werkstoffe besonders geeignet sind, sehen Sie in der Übersicht.
Das ARCAL-Schutzgas-Programm hilft Ihnen, die Qualität der Schweißverbindung und die Produktivität des Schweißprozesses zu erhöhen sowie optimale Arbeitsplatzbedingungen zu sichern. ARCAL-Qualitätsgase sind auch im EXELTOP-Flaschensystem mit integriertem Druckminderer erhältlich.
Passende Druckminderer zum MAG-Schweißen von hochlegierten Stählen
Beim MAG-Schweißen von hochlegierten Stählen spielt der Vordruck eine wichtige Rolle. Es wird hierbei zwischen Druckminderern für 200 bar und 300 bar unterschieden. Der Vordruck des Druckminderers richtet sich dabei nach dem Druck der Gasflasche und ist durch unterschiedliche Anschlüsse verwechslungssicher.
Beim MAG-Schweißen von hochlegierten Stählen erfolgt die Auslegung nach der benötigten Schutzgasmenge in Liter pro Minute. Der Einstellbereich wird dabei von 0 bis 30 Liter ausgewählt.
Schulungen und Praxisseminare für ein unfallfreies und sicheres Arbeiten beim MAG Schweißverfahren
Beim MAG-Schweißen können Gefährdungen durch Lärm, Rauch, elektrischen Strom sowie Brandgefahr entstehen. Vor diesen Gefahrenquellen muss man sich bei Schweißarbeiten schützen. So kann es unter anderen zu Funkenflug kommen oder es springen teilweise kleinere Schlackestücke von der Schweißarbeit ab. Diese können gefährlich werden – nicht nur für den Arbeitenden, sondern auch für die Umgebung. Insbesondere auf mögliche Brandgefahren sollte geachtet werden.
- Geschulte Mitarbeiter sind die Voraussetzung für sicheres Arbeiten mit Gasen beim MAG-Schweißen in Ihrem Betrieb – und gesetzlich vorgeschrieben. Profitieren Sie vom umfangreichen Know-how und der Erfahrung der Air Liquide-Experten mit technischen Gasen.
- Ihre Mitarbeiter sollen über das nötige Wissen zum sicheren Umgang mit Gasen verfügen, um gefährlichen Situationen vorzubeugen?
- Sie möchten die Qualifikation Ihrer Mitarbeiter im Umgang mit Gasen nachweisen?
- Ihre Mitarbeiter sollen die wichtigsten Eigenschaften der unterschiedlichen Gase kennen?
- Sie suchen praxisbezogene Schulungen, die den Anforderungen des Arbeitsschutzgesetzes und der Betriebssicherheitsverordnung genügen?
Das MAG-Schweißverfahren erfolgreich einzusetzen, hängt von der Kenntnis der hier dargestellten Eigenschaften ab. Höhere Wirtschaftlichkeit kann durch die optimale Gas-Auswahl erreicht werden. Zum MAG-Schweißen wird normalerweise ein Mischgas auf Basis von Argon genutzt. Die Nebenbestandteile des Mischgases sind geringe Teile an Kohlenstoffdioxid.Die Vielfalt und Universalität der benannten ARCAL Schutzgase hat zu deren dominierender Anwendung geführt. Helium-Zusätze erweitern den Leistungsbereich.